Экспресс-диагностика шпиндельного узла
Наряду с глубокой диагностикой геометрических параметров шпиндельных узлов, производимых на базе специализированных и специально оснащенных центров по обслуживанию шпинделей, существуют методики так называемой экспресс-диагностики. Задача экспресс-диагностики – в кратчайшие сроки, без изъятия станка из производственного цикла, оценить состояние «здоровья» шпинделя.
Методика экспресс-диагностики строится на базе вибрационного анализа процессов, возникающих в ходе работы шпинделя. Среди имеющихся на рынке устройств вибрационной диагностики следует отметить систему мобильной диагностики немецкой фирмы Montronix GmbH. Устройство MONTRONIX WLAN представляет собой набор, состоящий из трехосевого акселерометра (вибрационного датчика) и блока передачи данных с встроенным WiFi. Данные с датчика по беспроводному каналу передаются на персональный компьютер оператора устройства.

Вибрационный датчик при помощи магнитного крепления устанавливается на шпиндельный узел станка. Измерение проводится во время плавного разгона шпинделя за фиксированный промежуток времени (рекомендуемо – 120 секунд). Оператор устройства наблюдает на мониторе компьютера графики вибрационного процесса в трех осях, анализирует их форму, а также сравнивает максимальную амплитуду среднеквадратического значения виброскорости с граничными значениями в соответствии с ГОСТ ИСО 10816 – 2004.
В соответствии с ГОСТ ИСО 10816 – 2004 границы зон вибрационного состояния для машин номинальной мощностью от 15 до 300 кВт определяются следующим образом:
Зона A – Вибрация новых машин, вводимых в эксплуатацию
Зона B – Машины, вибрация которых попадает в эту зону, считаются пригодными для эксплуатации без ограничения сроков.
Зона C – Машины, вибрация которых попадает в эту зону, считаются непригодными для длительной непрерывной эксплуатации.
Зона D – Уровни вибрации в данной зоне могут вызвать серьезные повреждения машины

ГОСТ ИСО 10816 – 2004 не определяет зоны вибрационного состояния для всех типов машин и механизмов, применяемых на современно производстве. В случае, если для конкретного шпиндельного узла зоны согласно ГОСТ не предусмотрены, при диагностике следует опираться на данные предоставленные производителем данного оборудования.
Рассмотрим несколько примеров диагностики шпиндельных узлов:
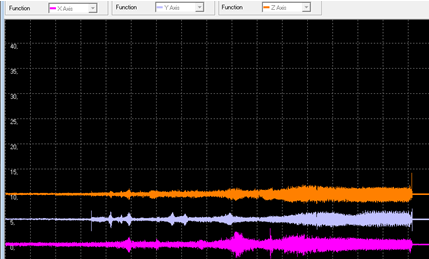
На нижеприведённых графиках приведена зависимость виброускорения (м/с в кв.) во временной области. Замеры проводились с помощью системы MONTRONIX WLAN с 3-х осевым датчиком вибрации Spectra Pulse. Датчик располагался на передней опоре подшипника. Во всех случаях в шпинделе зажат инструмент CALPIN (калибровочная оправка Blum) и зажаты оси А и С. Для получения собственной вибрационной характеристики использовался плавный разгон. Схема разгона:
6 секунд на 2400 об\мин.
Разгон с 2400 до 24000 за 120 секунд (см. первый график).
Если считать что дисбаланс калибровочной оправки минимален (менее G2.5 на 24000 об\мин), то полученный график характеризует собственный вибро-частотный отклик системы. Пики по осям можно трактовать как моды (собственные) механической системы станок-шпиндель-оправка-инструмент, а амплитуда этих мод будет определять податливость отдельных узлов. Чем больше амплитуда на собственной частоте, тем меньше жесткость системы и общая устойчивость процесса обработки на данных оборотах шпинделя.
Пример №1
Ярко выраженные всплески на 4000, 11500 об\мин, амплитуда в пределах нормы. Общее состояние шпинделя – отличное.
График к примеру №1.
.png)
Пример №2
Ярко выраженные пики на 3200, 4000, 6000, 13000 об/мин, амплитуда близка к критическому уровню. Удовлетворительное состояние шпинделя. Не желательна работа в диапазоне частот от 12000 до 14000 об/мин. Требуется ремонт.
График к примеру №2.
.png)
Вибрационный экспресс-анализ состояния шпиндельного узла, помимо кратчайшего времени диагностики, имеет так же ряд неоспоримых преимуществ.
Во первых, данный метод позволяет распознать отклонения в работе подшипников шпинделя на стадии их раннего возникновения, что позволяет спланировать ремонтные работы, не дожидаясь появления критических выработок на посадочных поверхностях.
Во вторых, система мобильной диагностики MONTRONIX WLAN позволяет определить неблагоприятные частоты вращения шпинделя, сопровождаемые резонансными процессами.
В третьих, спектр областей применения устройства гораздо шире приведенный в настоящей статье. MONTRONIX WLAN позволяет производить вибрационный анализ и других узлов станка, таких как ШВП, направляющие, зубчатые передачи и др. Наблюдение вибрационной картины процесса резания в ходе обработки дает широкие возможности по оптимизации технологических процессов, подбору режимов резания и многое другое.